 |
Tandem arc welding |
| PhD student: |
Margarita Sass-Tisovskaya margarita-sass-tisovskaya@hv.se |
| Examiner: |
Lars Davidson lada@chalmers.se |
| Supervisor: |
Dr Isabelle Choquet isabelle.choquet@hv.se |
| Co-supervisor: |
Dr. Håkan Nilsson hani@chalmers.se |
| Cooperation: | Högskolan Väst, ESAB, Volvo Construction Equipment, SSAB, Migatronic |
| Sponsors: | KK-foundation, ESAB, Volvo Construction Equipment, SSAB |
| Publications: | [-] |
| Start of project: | September 2006 |
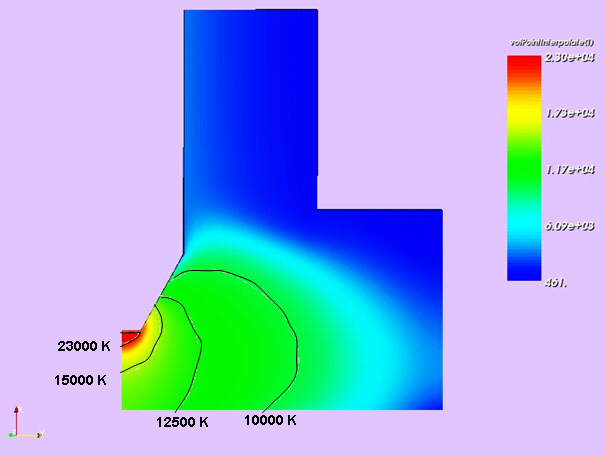
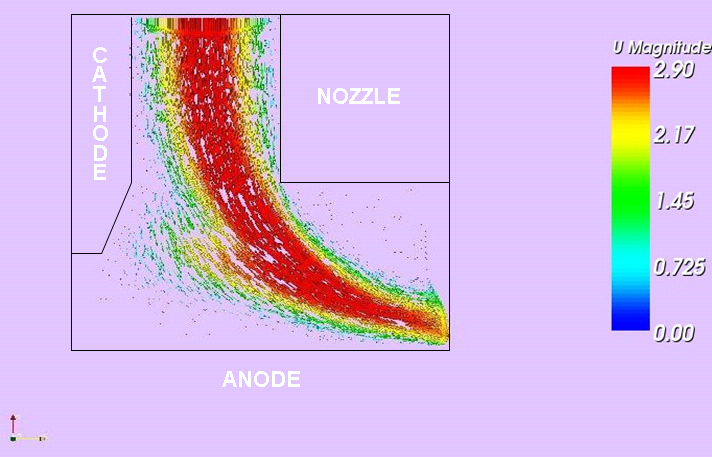
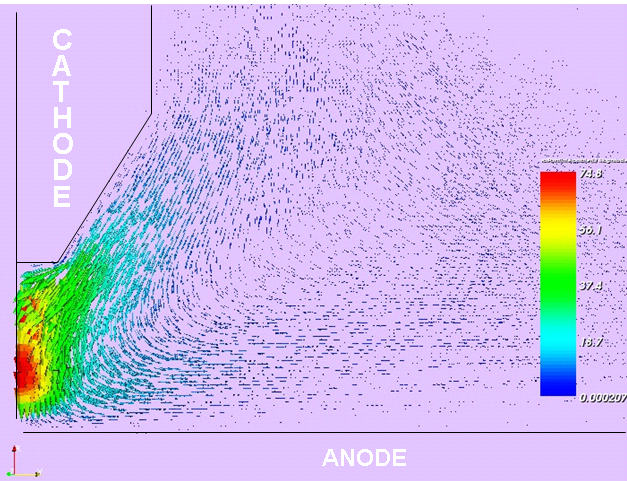
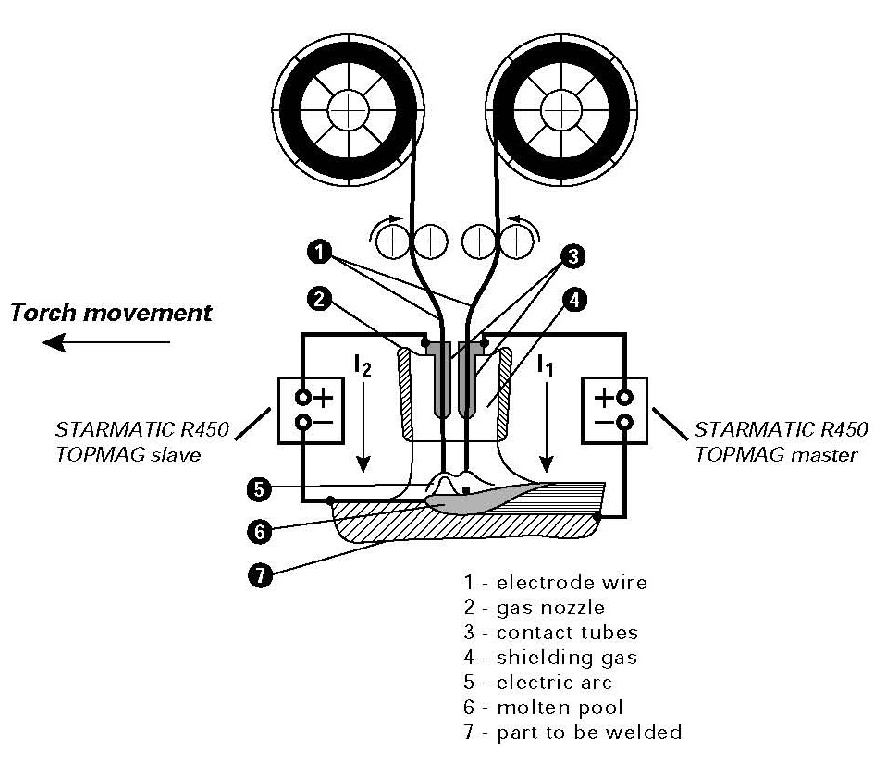
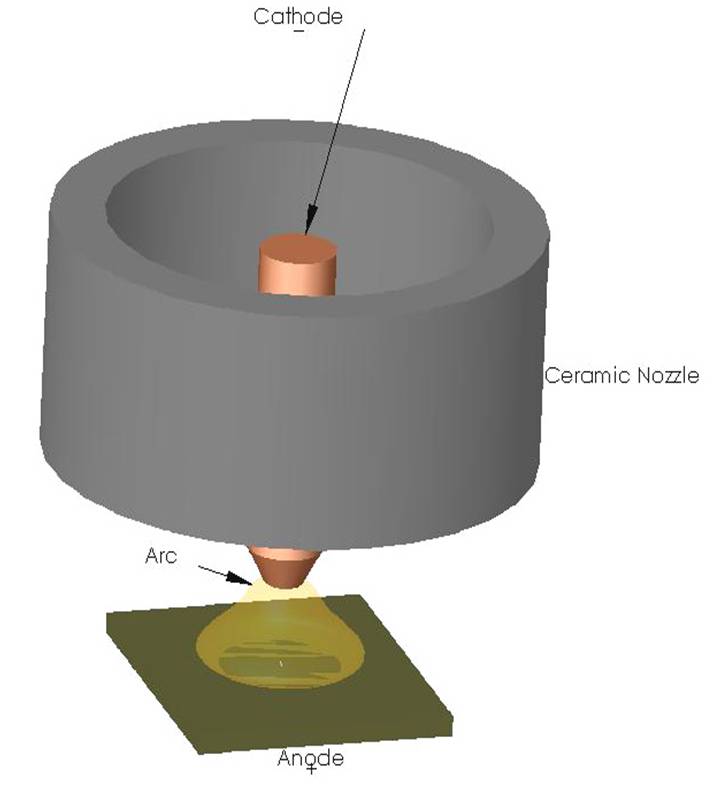
BACKGROUND Welding is a manufacturing process developed to join materials, most commonly metals. It is based on a heat source used to melt a work piece, and form a molten pool. A filler material is often added to fill in the pool. During cooling, the pool becomes a strong joint. Most of the manufacturing applications use electric discharges as heat source. Recent developments are based on laser heat source, but they are still seldom implemented in production. Tandem arc welding is a rather recent advance in electric discharge welding technology, whose main characteristic is the use of a double heat source: two electric arcs. The related electrical circuits are independent, each with their own power source, and wire. The wires act as electrodes (or contact tips) and provide the filler material. The two contact tips are contained in a common torch body, and surrounded by a common shielding gas (a turbulent flow mainly made of Argon). The two wires may differ in diameter and composition since parameters such as arc voltage can be set independently on each wire. The type of arc interaction, the amount of heat transferred to the work piece, and the pressure force applied on the molten pool depend on electrical, material, and geometrical parameters (tip shape, angle and distance between tips). The arcs usually have different functions: the leading arc heats both wire and base metal to form a molten pool, whereas the trail arc melts the second wire to fill up the pool and smooth the surface of the weld. Tandem arc welding results in highly increased deposition efficiency. However, the process stability is still a critical issue. The arcs may indeed blow up while passing close to, or turning around, a metallic piece. A better understanding and control of the process is thus needed to extend its applicability. The operating conditions are extreme, with a temperature rise from room temperature to about 25 000K within a few millimetres, which corresponds to plasma fluid. The imposed electric and induced magnetic forces are driving forces for the plasma flow. The experimental characterisation of an electric arc is a difficult task that needs to be supported by numerical simulations. The existing simulation tools, developed for steady, axisymmetric single arc welding (TIG - Tungsten inert gas) with laminar shielding gas, involve simplifying assumptions that do not apply to the present problem.
PROJECT
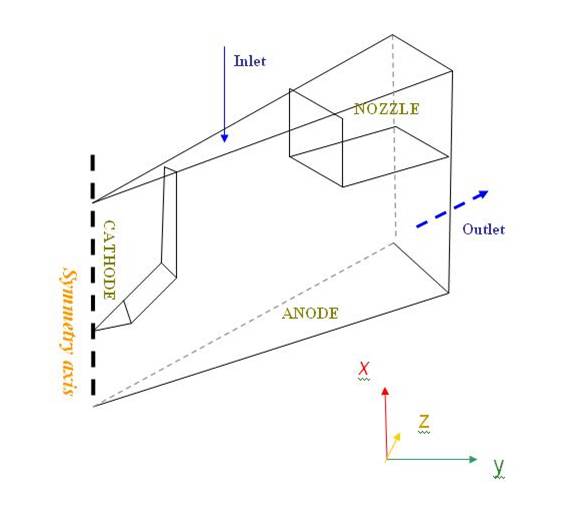
The first part of the project is to develop a model and simulation tool valid within the frame of tandem arcs (unsteady, three
dimensional thermal plasma flow). The model implementation is being done in the open-source CFD software
OpenFOAM Research carried out until fall 2009:
 The main assumptions in these simulations are that:
The main assumptions in these simulations are that:
Temperature distribution:
In parallel,
experiments are done in collaboration with industrial partners to prepare a data base for model validation. The resulting simulation
software will be applied to well documented single arc test cases for validation purposes, as well as to a recent experimental
investigation of TIG-TIG tandem arc. It will then be applied to the MAG-MAG (Metal Active Gas) tandem arc currently used in
manufacturing, to improve the understanding of the underlying physics.
REFERENCES
|
|
This page, Tandem arc welding, should be part of a frames system at www.tfd.chalmers.se/~lada/projects/proind.html by Webmaster: Ingalena Ljungström ilj@flowsim.se |